 One Community
One Community
Best Small and Large-scale Community Options for Sustainable Processing of Non-recyclables
Non-recyclable waste is a global challenge. Non-recyclable and recyclable waste are filling up our landfills and destroying ecosystems. This page is our research into how to address this challenge as part of the open source One Community 7-sustainable villages Highest Good housing plan. Here we discuss small and large-scale solutions with the following sections:
- Related Pages
- What are Non-recyclables
- Why Open Source Strategies for Disposing of Non-recyclables
- Ways to Contribute and Consultants
- Researchers For This Component
- Sustainably Disposing of Non-Recyclables Details
- Non-Recyclables Management Options
- Non-Recyclables Recycling Options
- Small And Medium-Sized Community Solutions: Sustainability, Emissions, And Cost Comparison
- Starting a Business
- One Community’s Plan for Addressing Non-Recyclables
- Resources
- Summary
- FAQ
RELATED PAGES (Click icons for complete pages)






")
")

WHAT ARE NON-RECYCLABLES
Non-recyclables are materials deemed suitable for disposal but not easily recyclable. Of course, “not easily recyclable” is a very subjective term. In some areas, ALL waste is not easily recyclable. In others, recycling is prominent enough that even polystyrene/styrofoam can be recycled.
For our purposes, we’ve already researched and created tutorials for recycling plastic, paper, polystyrene/styrofoam, glass, textiles/clothing, and food waste. With this in mind, we are focusing here on everything that doesn’t fall into one of these categories. This includes:
- E-waste
- Construction materials, debris, treated lumber, and materials used for insulation
- Wax-coated paper/cardboard
- Anything else we find ourselves needing to send to landfills since we can’t repurpose, reuse, or otherwise recycle it
Figuring out the best solution possible for these specific waste items is, in our opinion, the future of waste processing. If we can get this right, and show the viability of it financially, it will A) be a possible sustainability business option for people around the world, B) massively reduce waste going to landfills for anyone who uses it, C) be a big motivator for using our other recycling tutorials, and D) be what we use (of course) at One Community.
Designing out waste from one’s lifestyle (such as a zero-waste lifestyle) is the most effective way to eliminate non-recyclables. However, in the case of planned commercial operations like ours where external waste inputs (like waste from visitors) can’t be controlled, or any lifestyle where someone feels zero-waste cannot be achieved, the solutions discussed below are the most efficient and sustainable ways we have identified to manage these types of waste.
Eco-friendly large and small-scale strategies for handling all of these are necessary if we are interested in living sustainably and reducing ecosystem destruction and our carbon footprint. We’ll continue to develop this page as we implement the best strategies we’ve identified as part of our self-sufficient and self-sustainable teacher/demonstration communities, villages, and cities construction and development process.
WHY OPEN SOURCE STRATEGIES FOR DISPOSING OF NON-RECYCLABLES
One Community is working to create global sustainability and we see a need for adapting waste-to-energy technologies for community use. We have researched the different methods of recycling which can be applied to non-recyclable items so we can understand how they work and implement the best option as part of the Earthbag Village, Duplicable City Center, and the other 6 sustainable villages we will be constructing. We are open sourcing the process and our research to help those interested in replicating our strategy as part of their own teacher/demonstration hub, or possibly starting their own recycling business, and/or for those who would just like to better understand how waste-to energy technologies work and how they can positively contribute to the process.
WAYS TO CONTRIBUTE TO EVOLVING THIS SUSTAINABILITY COMPONENT WITH US
SUGGESTIONS | CONSULTING | MEMBERSHIP | OTHER OPTIONS
CLICK THESE ICONS TO JOIN US THROUGH SOCIAL MEDIA
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
RESEARCHERS FOR THIS COMPONENT:
Charles Gooley: Web Designer
Kivia Sugiarto: Sustainability Manager
Jieying “Mercy” Cai: Lead Sustainability and Climate Policy Researcher
Julia Meaney: Web and Content Reviewer and Editor
Lindy Rzonca: Sustainability Analyst
Ming Weng: MS Geography & Environmental Engineering
Pallavi Samaiya: Tech Consultant and Researcher
Tiffany Gao: Sustainability Researcher
SUSTAINABLY DISPOSING OF NON-RECYCLABLES DETAILS
Non-recyclables such as e-waste, construction and demolition materials, wax-coated cardboard, absorbent hygiene products, and mixed material products are difficult to recycle and usually end up at a landfill site. However, with certain technologies, they can be recycled properly or converted into energy. In this section, we discuss what you can do to use non-recyclables for energy generation or recycle them in the following sections:
- Limitation of Landfilling
- Recycling vs Waste-To-Energy
- Non-recyclables Management Options
- Non-recyclables Recycling Options
- Small and Medium-Sized Community Solutions – Sustainability, Emissions, and Cost Comparison
- Starting a Business
- One Community’s Plan for Addressing Non-Recylables
- Conclusion
- Resources
- FAQ
LIMITATION OF LANDFILLING
Landfilling, while widely used as the dominant method of waste treatment in the United States, has its limitations. The primary limitation of landfilling is its inability to handle certain types of Municipal Solid Waste (MSW) that pose a risk to human health and the environment. These materials, such as hazardous chemicals, biohazards, and water-soluble waste, have the potential to contaminate the soil and groundwater, causing irreparable ecological damage. Additionally, it is challenging to install control systems in landfills to prevent contaminants from leaking into the environment. This makes it difficult to manage and treat these waste materials effectively. Furthermore, landfills consume valuable land and resources. These limitations highlight the need for alternative methods, such as incineration, pyrolysis, and gasification, to handle MSW more effectively and sustainably.
To understand how widespread landfills already are, take a look at this graphic summarizing landfills and proposed landfills by US state.

Nationwide Summary of Landfills in 2022
Compare this to this graphic of US incinerators and waste-to-energy incinerators:

Nationwide Summary of All Commercial Incinerators in 2022 (left) and WTE Incinerators in 2018 (right)
RECYCLING VS WASTE-TO-ENERGY
A circular economy aims at decreasing per capita waste generation and creating a long-term waste management solution. With this goal, our priority in waste management should always be to reduce the amount of waste we produce as much as possible. The waste management hierarchy indicates an order of preference to options under the criteria of environmental protection and resource and energy consumption. According to the framework, waste-to-energy falls behind reusing and recycling, while landfilling should be considered as a last resort for waste treatment.
, Recycling/Composting, Energy Recovery, Treatment & Disposal (bottom, least preferred)")
Waste Management Hierarchy
Waste-to-energy processes play a significant role in non-hazardous waste management. They allow materials that cannot be reused or recycled to be converted into energy. The processes usually involve collecting the waste in some form of containment/container, heating it at extremely high temperatures, disposing of hazardous materials, separating fuel (usually in a gaseous state) at an atomic level, and recycling any remaining waste product(s) if possible. Certain waste-to-energy forms are feed agnostic, such as incineration, pyrolysis, and plasma gasification, meaning that any kind of waste can be processed with the by-products being energy, heat, and recyclable material.
Although WTE seemingly produces great yields in the form of energy (See our Option Comparison Table), the wastes contain chemical contaminations and therefore the burning for energy generation releases toxic pollutants which grave damage to human health and the environment (we discuss managing this pollution in our Small and Medium-Sized Community Solutions section). On the contrary, physical treatment and recycling avoid contaminant migration. Moreover, the recycling value of the material (metals in particular) tends to be greater than the price of the energy it produces. Considering sustainability and cost-effectiveness, recycling should always be our priority.
However, this tutorial is still going to recommend waste-to-energy solutions to small communities. The primary reason is that waste-to-energy is a versatile option covering multiple feedstocks while recycling machines are often specific to one type of feedstock. Small communities will need different types of plants if they only adopt recycling for waste management. From the perspectives of economic viability and cost efficiency, waste-to-energy makes more sense to small communities seeking solutions for managing traditionally non-recyclable wastes.
The overarching notion is that recycling is better in terms of sustainability and building a circular economy, we thus distinguish these two waste management methods here. If recycling waste better pertains to your needs, you can find our recommendations in this article as well.
NON-RECYCLABLES MANAGEMENT OPTIONS
There are many technologies that reduce waste in landfills and turn waste into energy or other beneficial byproducts. For non-recyclables and nonorganic matter, incineration, pyrolysis, and plasma gasification are the three most suitable waste-to-energy solutions for small and medium-sized communities.
In this section, we’ll explain the rationales for these technologies in detail, as well as their pros and cons. We also include examples of processing plants already in use.
INCINERATION TECHNOLOGY WITH HEAT CAPTURE
Incineration is a common waste management option. It is an easy process that involves the burning of waste without special temperature or oxygen requirements. There are many incinerators on the market, but most of them are not equipped with heat capture, making them unable to collect heat released during the process. Here are some recommendations for small communities to make incineration a complete waste-to-energy process with additional heat capture technology.
- Install a heat exchanger to the incinerator: By connecting a heat exchanger to the outlet of the incinerator chamber, heat can be transferred through the tube and baffles to an air heater or water heater, fulfilling the reuse purpose. You can also connect the heat exchanger to the incinerator itself to reheat the combustible air and reduce fuel demands.
- Install a waste heat recovery boiler to the incinerator: The heat released from the incinerator is used to convert the water in the boiler to steam. The steam is then converted into electricity by a turbine. Here is a video explaining the process.*
*Note: An electricity generator is recommended for incinerators with a capacity of more than 200 kg/h. Otherwise, electricity generation is inefficient and not cost-effective.
Advantages of incineration technology with heat capture:
- Easy operation and wide range of selection:
Incineration is the most widely-used waste management method. Therefore, there are a lot of different commercial incinerators for small communities to choose from and utilize with a heat capture machine. Incinerators are also easy to operate as they do not require a high temperature or a sufficient amount of oxygen. The generated heat can then be directly used without being converted into fuel.
Disadvantages of incineration technology with heat capture:
- Health and environmental risks:
Incineration cannot break down toxic chemicals or heavy metals and leaves by-products like hazardous fly ash. These harmful chemicals can also be found in the captured heat and can cause serious health concerns if they get into the human body. For example, lead and mercury can cause neurological diseases.
EXISTING PLANT EXAMPLE
 Covanta, a US waste management services company, owns 37 waste-to-energy facilities in the United States and 2 in Canada. As the world’s largest waste-to-energy provider, the company diverts nearly 10% of the waste generated in North America from landfills annually to generate energy from incineration. These incinerators reduce 21 million tons of greenhouse gas emissions and continuously power 1 million homes every year. Further, 600,000 tons of metal are recovered from the ash residues annually.
Covanta, a US waste management services company, owns 37 waste-to-energy facilities in the United States and 2 in Canada. As the world’s largest waste-to-energy provider, the company diverts nearly 10% of the waste generated in North America from landfills annually to generate energy from incineration. These incinerators reduce 21 million tons of greenhouse gas emissions and continuously power 1 million homes every year. Further, 600,000 tons of metal are recovered from the ash residues annually.
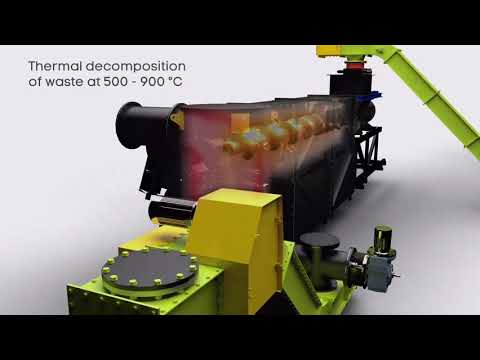
PYROLYSIS TECHNOLOGY
Pyrolysis is the thermal degradation of solid waste in an oxygen-free environment. It is mainly used as a waste-to-energy method of organic matter and generates bio-fuel. As for the non-recyclables or hard-to-recyclables we are discussing on this page, pyrolysis can transform their organic components into energy and sort out slags (the by-product of smelting ores and used metals) for recycling. Unlike landfilling, hazardous elements in the waste are burnt and therefore do not contaminate soil and water. This waste-to-energy process generates oil and syngas, recovers precious metals, and captures carbon in the form of biochar.
The end products of pyrolysis have a variety of applications. The oil can be used as a synthetic bio-diesel fuel or refined to produce other useful products. Syngas is combustible and shares uses similar to natural gas, thus serving as a green alternative to fossil fuels. It can run turbines in electric power stations and even be refined into liquid fuel for vehicles. Recovered precious metals are recycled in the general manufacturing process. Last but not least, Biochr has various uses in different industries. For example, since biochar retains most of the carbon and nutrients in biomass, it can be used in grazing and agriculture as a soil additive/enhancement to increase soil productivity. Its properties of low thermal conductivity and high water absorbability make it an ideal material for insulation and humidity regulation in the construction industry. It is also used in medicines, textiles, painting and coloring, and cosmetics.
Here are some non-recyclable waste examples that can be pyrolyzed.
- E-waste and aluminum-plastic material: Organic materials of electronic waste and aluminum-plastic products are decomposed into molecules and produce gas and oil. The solid residues, such as glass fibers and metals, are separated for recycling.
- Wax-coated cardboard: The petroleum-based wax coat can be recovered and further upgraded into bio-oil.
- Construction and demolition waste: Painted or contaminated wood waste and organic material containing heavy metals can be pyrolyzed.
- Absorbent hygiene products: AHP is a wet waste-containing liquid. Traditional incineration takes more time and energy to evaporate the liquid, while in oxygen-free pyrolysis, it is easier and faster to convert wet waste into energy.
Here’s a video explaining what pyrolysis is with illustrations:
Advantages of pyrolysis:
- Clean and self-sufficient:
High temperatures break down toxic components and pathogens and reduce the water content. As the process produces syngas that can be combusted to provide the necessary energy to drive the reaction, the pyrolysis reactor reduces the need for external fuel. Scientists are also investigating the potential for a self-sustaining pyrolysis system.
Disadvantages of pyrolysis:
- Pollution:
Due to technological limitations, pyrolysis cannot fully decompose pollutants. The waste gas and ash may contain heavy metals that harm human health and the environment. - High operational and investment costs:
The pyrolysis reactor is usually costly and requires frequent maintenance. Considering the residue and pollution created in the process, an air purification installation and special treatments are necessary to address the outputs of waste gas and ash containing heavy metals. - Cannot destroy inorganic components:
Pyrolysis can only turn the organic parts of waste into energy and recover inorganic components, such as metals and minerals. If the waste is a mixture of organic and inorganic materials, other processes are needed for recycling. If the waste contains inorganic material only, pyrolysis is not a feasible waste treatment.
EXISTING PLANT EXAMPLE
 Splainex Ecosystems is a Dutch company established in 2008 specializing in waste pyrolysis. The company provides diverse industrial pyrolysis solutions, including sewage sludge pyrolysis, electronic waste pyrolysis, and automotive shredded residual pyrolysis. It also offers consulting services on the design and implementation of pyrolysis projects. It now has pyrolysis units for different feedstocks located in Germany, the USA, China, Japan, Spain, Czechia, Cyprus, and the Philippines.
Splainex Ecosystems is a Dutch company established in 2008 specializing in waste pyrolysis. The company provides diverse industrial pyrolysis solutions, including sewage sludge pyrolysis, electronic waste pyrolysis, and automotive shredded residual pyrolysis. It also offers consulting services on the design and implementation of pyrolysis projects. It now has pyrolysis units for different feedstocks located in Germany, the USA, China, Japan, Spain, Czechia, Cyprus, and the Philippines.
PLASMA GASIFICATION TECHNOLOGY
Plasma gasification is a revolutionary thermal process using plasma torches as its heat source. Plasma torches have the advantage of being one of the most intense heat sources available while being relatively simple to operate. The temperature can reach around 5500ºC (10,000ºF) and reliably breaks down matter and converts it into synthesis gas (syngas). Plasma gasification can convert a mix of waste into energy, including hazardous waste which is often not considered a proper feedstock for incineration. Traditional incineration of hazardous waste emits toxic chemicals and pollution that will degrade the ozone when accumulated to a certain amount. However, plasma gasification can destroy toxic elements and prevent this pollution.
Here is a video explaining the plasma gasification process in detail.
Advantages of plasma gasification:
- Environmentally friendly:
The high temperature destroys toxic substances such as Dioxin and Furan and generates smaller amounts of NOx, SOx, and CO2. It also produces less ash and dust in comparison to incineration. - Higher efficiency:
Plasma gasification is more efficient than pyrolysis and other combustion technologies due to its high temperature, high heat density, and high energy conversion rate.
Disadvantages of plasma gasification:
- Requires large energy inputs:
Plasma torches require a great amount of electricity input and thus lead to high fuel costs. - Long payback period:
High capital costs sometimes lead to poor economic viability if the price of syngas is low. Research has found that a best-scenario payback period for a plasma gasification plant is 6 years.
EXISTING PLANT EXAMPLE
 Westinghouse Plasma Corporation, located in Greensburg, PA, developed the industry’s leading plasma gasification technology. The company has plasma projects in the US, Japan, India, and the UK. Their plants have proved that plasma gasification can process heterogeneous feedstocks, almost everything we throw away, and produce tar-free syngas, which some companies are unable to do. The company has tested over 40 different categories of feedstocks, including MSW, hazardous materials, biomass, e-waste, medical waste, petrochemical waste, ash, liquids, etc.
Westinghouse Plasma Corporation, located in Greensburg, PA, developed the industry’s leading plasma gasification technology. The company has plasma projects in the US, Japan, India, and the UK. Their plants have proved that plasma gasification can process heterogeneous feedstocks, almost everything we throw away, and produce tar-free syngas, which some companies are unable to do. The company has tested over 40 different categories of feedstocks, including MSW, hazardous materials, biomass, e-waste, medical waste, petrochemical waste, ash, liquids, etc.
Although plasma gasification is a promising non-recyclable waste-to-energy option and has been commercialized in different countries, the high cost deters small-community business practices and there are only five available plants in the market. Among them, three plants are constructed by Westinghouse Plasma Corporation. Therefore, this technology is not currently feasible for small communities. We will continue our research and update new commercial plant options when this technology becomes more viable and available for small communities.
NON-RECYCLABLES RECYCLING OPTIONS
Recycling is the most sustainable landfill alternative, bringing many environmental benefits including reducing greenhouse gas emissions, limiting air and water pollution, and saving natural resources. The recycling methods for different types of waste vary. Below we’ll discuss waste sorting as well as how to recycle metal and plastic composite waste, construction and demolition waste, and absorbent hygiene products.
WASTE SORTING
The first step in the recycling process is waste collection. Then it comes to the crucial step – waste sorting. After the waste materials are collected, different types of waste materials are sorted by type, such as paper, plastic, metal, glass, etc. Sorting helps to ensure that the materials can be processed and recycled more efficiently and effectively. Sorting also ensures the safety of workers and the environment. For example, hazardous materials like batteries or chemicals need to be handled and disposed of separately to avoid contamination of other materials. After sorting, real recycling takes place and the recycled materials are used to create new products.
This outline was provided after speaking with multiple providers of waste processing and sorting machines. This is just one example that was provided to show how involved the process is. This scheme will work well in large communities.

Domestic Waste Separator Scheme
Although machine-based sorting has many benefits, we are not recommending it as a small-community recycling solution. The reason for this is that, in smaller communities (populations under 1000), waste sorting can be implemented relatively easily by educating residents on the importance of sorting their waste and providing them with clear guidelines on how to do so. The cost of waste sorting machines ranges from $10,000 to $50,000, depending on the capacity and materials to be sorted. It is estimated that 5 to 15 workers are needed to operate the machine, with an hourly wage of $20 per worker. This means that even the smallest and most automated model can cost a minimum of $800 per day in labor expenses. Additionally, frequent maintenance is required for the machine, which incurs additional costs.
For small communities, avoiding extensive waste sorting equipment appears to be a more cost-effective option. We don’t recommend it until the population grows to over 1000, when self-sorting becomes more difficult to manage.
‹â€¹
METAL RECOVERY FROM METAL/PLASTIC COMPOSITE WASTE
E-waste and aluminum composite material are common metal/plastic composite wastes that have great value if they can be reused. The recovered metal and plastic can be sent to suppliers and manufacturers as raw materials to make new products, such as containers, packaging, and furniture. However, they are difficult to recycle due to their multi-component features. Land filling is a common but inappropriate method of handling these two kinds of waste. E-waste contains toxic heavy metals such as lead, mercury, cadmium, and beryllium, which contaminate the surface water and harm human health if it goes into landfill, while aluminum composites are not biodegradable. Therefore, a proper recycling process is needed to recover the metal and prevent pollution.
Recovery of metal/plastic composite waste comprises two steps.
- Pulverization: A shredder dismantles and breaks down collected solid waste into homogeneous powders to make the process easier.
- Separation of metal and non-metal components: The contents are sorted and categorized using one of the following separation methods; dry separation, magnetic separation, air separation, or electrostatic separation. The metals are thus sifted out from the plastics.
The value of metal recovery:
- Recycling one tonne of steel saves 1.4 tonnes of iron ore, 0.8 tonnes of coal, 0.3 tonnes of limestone and additives, and 1.67 tonnes of CO2.
- Reusing aluminum scrap reduces CO2 emissions by 92% compared to using raw aluminum.
- Using copper scrap reduces CO2 emissions by 65%.
EXISTING PLANT EXAMPLE
 Metal recovery has been adopted by India in e-waste recycling. E-Parisaraa is the first government-authorized e-waste recycler in India. The company converts e-waste into beneficial raw materials through the processes of e-waste collection, dismantling, processing, and separating. It has several collection centers across the city of Karnataka. The waste collected at these centers is transferred to their main facility with a recycling capacity of 10 tons/day. The recovered metals are then sold to manufacturers and reused as raw materials for other products, starting a new life cycle. The company also collaborates with other e-waste recyclers to facilitate social recycling. Umicore Precious Metals Refining Belgium is one of their partners. E-Parisaraa helps them shred printed circuit boards into sizes suitable for smelting.
Metal recovery has been adopted by India in e-waste recycling. E-Parisaraa is the first government-authorized e-waste recycler in India. The company converts e-waste into beneficial raw materials through the processes of e-waste collection, dismantling, processing, and separating. It has several collection centers across the city of Karnataka. The waste collected at these centers is transferred to their main facility with a recycling capacity of 10 tons/day. The recovered metals are then sold to manufacturers and reused as raw materials for other products, starting a new life cycle. The company also collaborates with other e-waste recyclers to facilitate social recycling. Umicore Precious Metals Refining Belgium is one of their partners. E-Parisaraa helps them shred printed circuit boards into sizes suitable for smelting.
In the United States, a prerequisite exists for carrying out metal recovery from e-waste. As e-waste contains toxic substances that adversely impact human health and the environment, a license must be obtained from the U.S. Environmental Protection Agency (EPA) for e-waste recycling. Recyclers need to qualify for either the Responsible Recycling (“R2”) Standard for Electronics Recyclers or the e-Stewards®Standard for Responsible Recycling and Reuse of Electronic Equipment©(“e-Stewards®”), which evaluates the health, environmental, and security impacts of recycling practices. Once certified with the license, it is equally important to train workers on properly handling electronic equipment components.
CRUSHING METHOD FOR CONSTRUCTION AND DEMOLITION WASTE
Construction and demolition wastes (CDW) include steel, wood products, drywall and plaster, brick and clay tile, asphalt shingles, concrete, and asphalt concrete. Typically these wastes are treated in multiple ways. Taking the year 2018 as an example, of the 600 million tons of total annual construction and demolition waste, 52% was used as aggregate, 24% went to landfills, 22% became manufactured products, and the remaining 2% was used either as fuel or soil amendment, compost, and mulch. The portion of CDW that goes to landfills could be recycled if treated properly.
An impact crusher is a technology that recycles and produces CDW aggregate. The crusher breaks CDW into small pieces that can be used as standard aggregates. The reproduced aggregates can replace natural aggregates in construction and can even capture CO2 through a process called mineral carbonation, where the surfaces of the concrete aggregate naturally sequester atmospheric carbon under certain humidity and open-air conditions. The rationale is that CO2 reacts with metal oxides such as magnesium or calcium oxides to create carbonates.
EXISTING PLANT EXAMPLE
 Keestrack is a Belgian private-owned crusher company with the vision of making the construction industry sustainable. Keestrack serves in 100 countries and has 116 service partners all over the world. Their mobile impact crushers are able to recycle small-scale demolition waste on-site and are thus widely applied in tight-space urban or roadside construction. For instance, its Belgian client Famenne Enrobés adopts Keestrack’s full electric-driven crusher for hydrocarbon coating (asphalt) recycling. The machine is critical to their goal of producing at zero carbon footprint.
Keestrack is a Belgian private-owned crusher company with the vision of making the construction industry sustainable. Keestrack serves in 100 countries and has 116 service partners all over the world. Their mobile impact crushers are able to recycle small-scale demolition waste on-site and are thus widely applied in tight-space urban or roadside construction. For instance, its Belgian client Famenne Enrobés adopts Keestrack’s full electric-driven crusher for hydrocarbon coating (asphalt) recycling. The machine is critical to their goal of producing at zero carbon footprint.
SEPARATION METHOD FOR ABSORBENT HYGIENE PRODUCTS
Absorbent hygiene products (AHP) include baby diapers, feminine care products, adult incontinence pads, and personal care wipes. AHP constitutes 2 to 3 percent of total municipal solid waste. These post-consumer products are normally unrecyclable and disposed of by landfilling. However, landfilling generates carbon emissions and disrupts the circular economy. Particular treatment has been developed for AHP, focusing on separating the waste into different components that can be recycled into secondary raw materials (plastic, cellulose, etc.).
AHP recycling includes two processes.
- Sterilization: This step kills bacteria and reduces odorous substances in the AHP waste. Hot steam is injected into the autoclave, a horizontal cylindrical vessel, to increase the temperature and produce the total sterilization of the products. Once the AHP waste is sterilized, it is safe for recycling.
- Shredding and separation: Fully sterilized waste is sent to a shredder to be cut into small flakes and particles. The shredded materials are then processed by a separator, which sorts out cellulose, super absorbent polymer (SAP), and plastics. The separation is mechanical-based and the materials obtained are stored in big bags and sent to buyers. This technology can recover 100% of the original materials.
Recycled cellulose, SAP, and plastics have a wide range of uses:
- Recycled cellulose can be used to produce paper, cat litter, viscose, and bed mats. It can also be used in hydroseeding and gardening. Each ton of recycled cellulose saves 0.4 tons of CO2, equivalent to the CO2 absorbed by 27 trees in a year.
- Recycled SAP is used in producing pet mats, industrial densifiers, and industrial absorbers due to its high absorbency. Each ton of recycled SAP saves 1.07 tons of CO2, equivalent to the CO2 absorbed by 116 trees in a year.
- Recycled plastics have a high content of polyolefins and are raw materials for products like plastic furniture, clothespins, children’s playground equipment, and more. Each ton of recycled plastics saves 2.04 tons of CO2, equivalent to the CO2 absorbed by 136 trees in a year.
EXISTING PLANT EXAMPLE
 AHP recycling has a mature market in EU countries. The EMBRACED Project (Establishing a Multi-purpose Biorefinery for the Recycling of the organic content of AHP waste in Circular Economy Domain) is an approach to the circular economy, closing the loop for AHP waste. Under the guidance of the project blueprint, many municipalities are already implementing separate collection schemes for AHP waste. In Italy, for example, 12 million inhabitants in over 800 municipalities are already covered by AHP waste collection services, even where no recycling solution is yet in place. Once AHP waste is collected from different communities, it is sent to the facility for collective recycling. FaterSMART owns an AHP recycling plant in Italy, near Treviso. It is a first-in-the-world industrial scale plant and has patented innovative technologies to transform AHP waste into high-value secondary raw materials. The company has collected and recycled 1500 tonnes of used diapers, avoiding 62 tonnes of CO2 emissions. From 1 tonne of recycled waste, the plant can recover 150kg of cellulose, 75kg of plastic, and 75kg of super absorbent polymers. So far, 45,000kg of secondary raw materials has been recovered.
AHP recycling has a mature market in EU countries. The EMBRACED Project (Establishing a Multi-purpose Biorefinery for the Recycling of the organic content of AHP waste in Circular Economy Domain) is an approach to the circular economy, closing the loop for AHP waste. Under the guidance of the project blueprint, many municipalities are already implementing separate collection schemes for AHP waste. In Italy, for example, 12 million inhabitants in over 800 municipalities are already covered by AHP waste collection services, even where no recycling solution is yet in place. Once AHP waste is collected from different communities, it is sent to the facility for collective recycling. FaterSMART owns an AHP recycling plant in Italy, near Treviso. It is a first-in-the-world industrial scale plant and has patented innovative technologies to transform AHP waste into high-value secondary raw materials. The company has collected and recycled 1500 tonnes of used diapers, avoiding 62 tonnes of CO2 emissions. From 1 tonne of recycled waste, the plant can recover 150kg of cellulose, 75kg of plastic, and 75kg of super absorbent polymers. So far, 45,000kg of secondary raw materials has been recovered.
SMALL AND MEDIUM-SIZED COMMUNITY SOLUTIONS: SUSTAINABILITY, EMISSIONS, AND COST COMPARISON
We researched recycling and waste-to-energy machines on Alibaba.com for small and medium-sized communities. Some recommended machines are specially designed for a type of feedstock, while others can process multiple kinds of waste. Given that the non-recyclable wastes we focus on in this article may not be produced on a daily basis by all (or even most) households, it is more cost-effective for small communities to have versatile machines serving various purposes.
As we did our research, we compared these options and ranked them according to our evaluation criteria, which are: 1) Health and Sustainability, 2) Carbon emissions, 3) Cost, 4) Safety, and 5) Maintenance.

Categories of Score Criteria Explanations – Click to open the open source spreadsheet in a new tab
According to our comparison:
- Recycling is healthier and more sustainable than waste-to-energy because recycling can process waste without producing toxic and dangerous outputs. With this in mind, we plan to recycle/repurpose/reuse as much of our organic matter, glass, styrofoam, paper, plastic, and clothing as possible
- All options generate lower carbon emissions than land filling. Waste-to-energy options can also achieve net-zero and capture emissions with certain machines.
- Waste-to-energy options are more expensive than recycling because they use more advanced technology.
- Safety levels, as measured by ease of use, vary according to the complexity of each machine.
- Waste-to-energy plants require more frequent maintenance as they are more likely to produce ash and other residues.
See the Option Comparison Table and the Scoring Criteria section of this page for more details:

Option Comparison Table – Click to open the open source spreadsheet in a new tab
Our research reveals that incineration is the best and most viable approach to turning waste into energy. Although a heat capture machine needs to be equipped with incinerators, this technology still outperforms pyrolysis as it can process all kinds of non-recyclables. Pyrolysis has limited capability and it cannot be used for debris and metal material. However, if the main types of a community’s waste are treated wood and lumber, wax-coated cardboard, and personal hygiene products, pyrolysis can be a better alternative as there is no need to purchase additional machines and the cost is lower.
Note: Plasma incineration is something being developed. There is currently no consumer product adopting plasma gasification, but we will update this page once this technology becomes available.
POLLUTION CONTROL
Although these incinerators are equipped with fabric filters to remove the particulate matter released from the emissions, acid gasses (HCl and sulfur dioxide (SO2), dioxin, and mercury are major pollutants that need to be controlled.
- Acid gasses: Acid gasses can be removed by spray dryer absorbers or dry-lime injection systems. Spray dryer absorbers are more widely used in the United States. The alkaline reagent reacts with acid gas constituents to form dry salts, which are then captured by fabric filters. Spray dryers are more efficient than dry-lime injection systems and there are many product options on Alibaba.com. The prices range from $800 to $5,000.
- Dioxin and mercury: Carbon injection is often used to remove dioxin and mercury. When the waste gas flows through powdered activated carbon, dioxin and furan are adsorbed along with mercury. The effectiveness depends on the carbon type, dosage, gas temperature, and gas contact efficiency. The market price of activated carbon adsorption towers on Alibaba.com varies from $1,200 to $10,000.
Incinerating non-recyclables is more likely to cause pollution than burning common organic waste as non-recyclables tend to contain heavy metals and hazardous chemicals. Therefore, the installation of acid gas removers and activated carbon adsorption towers is strongly recommended no matter what size incinerator is used. The generated heat can be harnessed through a heat exchanger and used to heat air or water, or it can be directed to a heat recovery boiler to generate electricity. The cost of these two product options varies between $600 and $1000. For small communities, we suggest opting for a heat exchanger instead of a heat recovery boiler. The latter is primarily utilized in electricity generation and operates most effectively with incinerators that have a capacity of more than 200 kg/h.
CO2 MITIGATION
By utilizing our recommended machines, communities can greatly reduce their CO2 emissions. This can be enhanced if communities compost organic waste and recyclable materials such as clothing and plastic, as One Community will do. This not only decreases the amount of waste that ends up in landfills but also reduces the CO2 emissions associated with the waste-to-energy process.
Implementing the suggested incineration technology presents a major advantage in terms of reducing CO2 emissions when compared to traditional landfilling methods. According to our research, the emissions produced during the incineration process are significantly lower than those generated by landfills. Additionally, by incinerating waste, carbon emissions from transportation to landfills are also reduced. Furthermore, the required space for the machinery is significantly smaller in comparison to the space needed for waste storage in landfills.
In terms of specific recycling plants, we recommend them to communities with more than 5000 residents because of their large capacity. If small communities want to use such recycling plants, it would be more cost-effective to share one plant with several small communities. Please also see our already researched and created tutorials for recycling plastic, paper, styrofoam, glass, textiles/clothing, and food waste.
STARTING A BUSINESS
It is possible for small and medium-sized communities to start a non-recyclable recycling or waste-to-energy business with the above-mentioned solutions. The first step is to select the method that works best for your community. Then you can inquire about manufacturers and choose your plant. To help you make a better decision, here is the cost-benefit analysis for our recommended sustainable solutions.
The actual costs of labor and maintenance are difficult to determine, as the suppliers have not provided any concrete information. Therefore, we have made educated guesses based on data from Payscale’s average hourly labor rate and the electricity rate from the Energy Information Administration (EIA). It is important to keep in mind that these estimates are simply our best approximation, and the actual costs could vary.
PYROLYSIS WASTE-TO-ENERGY BUSINESS

Pyrolysis Waste-To-Energy Business – Click to open the open source spreadsheet in a new tab
INCINERATION WASTE-TO-ENERGY BUSINESS

Incineration Waste-To-Energy Business – Click to open the open source spreadsheet in a new tab
CONSTRUCTION AND DEMOLITION WASTE CRUSHING BUSINESS

Construction And Demolition Waste Crushing Business – Click to open the open source spreadsheet in a new tab
ABSORBENT HYGIENE PRODUCTS RECYCLING BUSINESS*

Absorbent Hygiene Products Recycling Business – Click to open the open source spreadsheet in a new tab
*Note: In all of the above cases, you can estimate your break-even point by calculating how many tonnes of waste need to be processed by the plant so that the savings from landfill can cover the capital cost. You are likely to make a profit at that time if you sell the end products. As we produce waste every day, a business in waste management can be in high demand. With the right amount of investment and good compliance with laws and regulations, a small community business can earn profits in a short period.
ONE COMMUNITY’S PLAN FOR ADDRESSING NON-RECYCLABLES
This page is open source and its purpose is to provide small and medium-sized communities with the most sustainable options for non-recyclables. After thorough research, we have determined that the most effective option is the utilization of waste-to-energy technology through incinerators equipped with a heat exchanger or heat recovery boiler.
Our choice of this method is driven by several key factors:
- Comprehensive processing capabilities
- Minimization of CO2 emissions through the processing of only inorganic waste after composting organic waste and maximizing recycling efforts
- Ease of operation for trained workers
To support communities in adopting this solution, we suggest a range of incinerator models. We will start with purchasing the model with the capacity to meet our needs. As the population grows and waste generation increases, we can consider purchasing additional plants or upgrading to larger models. When the population reaches 5000, we will introduce specialized recycling facilities for specific waste streams such as metal and plastic composites, construction and demolition waste, or absorbent hygiene products.
WASTE PROCESSING SUGGESTIONS BY POPULATION
Our waste processing recommendations for different sizes of communities wanting to avoid landfills are below. As all of the suggested machines are incineration facilities for non-recyclable waste, they are equipped to handle various types of non-recyclable materials such as E-waste, construction and demolition debris, waxed cardboard, absorbent hygiene products (AHP), aluminum plastic, and polystyrene fiber.
The by-products of the incineration process include heat, waste gas which contains CO2, and ash which contains heavy metals. We suggest these machines as the optimal choices for communities of various sizes as they can efficiently handle diverse types of non-recyclable waste, and can effectively meet the needs of different communities. In comparison, other waste-to-energy plants and technologies lack the versatility offered by these machines.
COMMUNITIES OF 50-100 PEOPLE
 Adopt incineration with 20kg/h portable smokeless waste incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 20 kg of waste per hour and uses 0.44kWh of electricity, which releases 0.16 kg of CO2 equivalent.
Adopt incineration with 20kg/h portable smokeless waste incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 20 kg of waste per hour and uses 0.44kWh of electricity, which releases 0.16 kg of CO2 equivalent.
This recommended plant costs $3,000 and requires cleaning and maintenance every few weeks. It is estimated that 3 workers are needed to operate and maintain the machine. The plant is designed for a community with a maximum of 113 people, but it is the smallest model so far. The community can continue using it until its population grows and the plant reaches its maximum capacity, at which the community can consider purchasing a larger plant as needed.
COMMUNITIES OF 200-500 PEOPLE
 Adopt incineration with high-quality smokeless incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 50 kg of waste per hour and uses 0.81kWh of electricity, which releases 0.3 kg of CO2 equivalent.
Adopt incineration with high-quality smokeless incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 50 kg of waste per hour and uses 0.81kWh of electricity, which releases 0.3 kg of CO2 equivalent.
This recommended plant costs $4,100 and requires cleaning and maintenance every few weeks. It is estimated that 3 workers are needed for operating and maintaining the machine. The plant is designed for a community with a maximum of 284 people producing waste levels equal to the average American household, so we think this machine may suffice for an eco-community of up to 500 people.
When the population grows, the community can consider replacing it with a larger plant for 500 people or purchasing another smaller model.
COMMUNITIES OF 500-1000 PEOPLE
 Adopt incineration with 100kg/h waste incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 100 kg of waste per hour and uses 2.5kWh of electricity, which releases 1 kg of CO2 equivalent.
Adopt incineration with 100kg/h waste incinerator and purchase a heat exchanger and carbon capture if needed. The incinerator processes 100 kg of waste per hour and uses 2.5kWh of electricity, which releases 1 kg of CO2 equivalent.
This recommended plant costs $5,000 and requires frequent cleaning and maintenance as it generates residue after every operation. It is estimated that 5 workers are needed for operating and maintaining the machine. The plant is designed for a community with a maximum of 570 people producing waste levels equal to the average American household, so we think this machine may suffice for an eco-community of up to 1000 people.
When the population grows, the community can consider replacing it with a larger plant for 1000 people or purchasing an additional smaller model to meet the new demand.
COMMUNITIES OF 1000-2000 PEOPLE
 Adopt incineration with 500kg/h smokeless incinerator and purchase a heat exchanger and carbon capture if needed. Plant D processes 500 kg of waste per hour and uses 3.34kWh of electricity, which releases 1.24 kg of CO2 equivalent.
Adopt incineration with 500kg/h smokeless incinerator and purchase a heat exchanger and carbon capture if needed. Plant D processes 500 kg of waste per hour and uses 3.34kWh of electricity, which releases 1.24 kg of CO2 equivalent.
This recommended plant costs $9,999 and requires frequent cleaning and maintenance as it generates residue after every operation. It is estimated that 8 workers are needed to operate and maintain the machine. The plant is designed for a community with a maximum of 2280 people producing waste levels equal to the average American household, so we think this machine may suffice for an eco-community of up to 3000-4000 people but there’s really no way to tell at this point.
If the population grows, the community can consider a larger alternative or a specific recycling plant if feasible.
RESOURCES
- Article: “Sustainable Materials Management: Non-Hazardous Materials and Waste Management Hierarchy”
- Article: “Biomass explained Waste-to-energy (Municipal Solid Waste)”
- Article: “Heat Recovery from Incineration”
- Video: “How it Works ” Energy Recovery for Incineration at the Metro Plant”
- Webpage: “Covanta”: Covanta is a company we used as an example above for incineration technology. The website provides information about the company’s services, which include converting waste into renewable energy, recycling, and sustainable waste management. You can also learn about Covanta’s technology and processes, browse the company’s portfolio of projects, and access resources related to sustainability and environmental responsibility.
- Article: “Pyrolysis and Bio-Oil”
- Article: “Syn-Gas: A versatile and renewable energy”
- Article: “The 55 uses of biochar”
- Video: “What is Pyrolysis?”
- Article: “Modeling a Sustainable, Self-Energized Pine Dust Pyrolysis System With Staged Condensation for Optimal Recovery of Bio-Oil”
- Webpage: “Splainex Ecosystems”: Splainex is a company we used as an example above for pyrolysis technology. The page features the pyrolysis products the company offers, an overview of the company’s business, missions, and services, and their competitive sustainable advantages.
- Article: “Plasma gasification: Clean renewable fuel through vaporization of waste”
- Video: “Plasma gasification explained”
- Article: “The use of syngas from biomedical waste plasma gasification systems for electricity production in internal combustion: Thermodynamic and economic issues”
- Article: “Transformation of Waste into Syngas using Plasma Gasification for the Production of Energy or Biofuels”
- Article: “The value of recycling metals”
- Webpage: “E-Parisarra”: E-Parisarra is a company we used as an example above for metal recovery from metal/plastic composite waste. The company is dedicated to the responsible disposal and recycling of electronic waste in India. You can find its services for the proper disposal of electronic items on the website.
- Webpage: “Umicore”: Umicore is a global materials technology and recycling company. The site provides information on the company’s mission, values, and operations, and highlights its sustainability efforts and commitment to responsible business practices.
- Article: “E-Parisaraa”: e-Stewards certification program is a globally recognized certification program for responsible recycling and management of electronic waste. The site provides information on the program’s standards and criteria, as well as a directory of e-Stewards certified recyclers and companies that have pledged to responsibly manage their e-waste.
- Article: “Certified Electronics Recyclers”
- Article: “Responsible Recycling (“R2″) Standard for Electronics Recyclers”
- Webpage: “e-Stewards®Standard for Responsible Recycling and Reuse of Electronic Equipment©(“e-Stewards®”)”
- Webpage: “Advancing Sustainable Material Management: 2018 Fact Sheet”
- Article: “What is Mineral Carbonation and How Could it Transform the Building Industry?”
- Webpage: “Keestrack”: Keestrack a company we used as an example above for crushing methods for construction and demolition waste. The site provides information on the company’s range of products, technologies, and services, as well as its history and values. It also highlights Keestrack’s commitment to innovation, sustainability, and customer satisfaction.
- Article: “Closing the loop of Absorbent Hygiene Products ” Blueprint for the replication of the EMBRACED recycling model”
- Webpage: “EMBRACED”: EMBRACED project aims to promote the circular economy in absorbent hygiene product waste management in Europe. The site provides information on the project’s goals, activities, and partners, as well as news and events related to AHP recycles.
- Webpage: “FaterSMART”: This site is about FasterSMART’s diaper recycling system. You can learn about how the system works, how the collected diapers are recycled, and the benefits of the program.
- Article: “Incineration Processes and Environmental Releases”
- Article: “Incinerator Maintenance Checklist”
- Article: “A Review on Technologies of Removal of Dioxins and Furans from Incinerator Flue Gas”
SUMMARY
One Community has invested extensive time and research into the best approach for non-recyclable waste. We have also researched the best approaches for recyclable and reusable waste items like glass, plastic, paper, polystyrene/styrofoam, clothing, and food and other perishable items. Currently, incineration appears to be the most sustainable option. We will open source share here our group’s experience with this as part of the development of the Earthbag Village and Duplicable City Center. We will evolve this page with videos and other data from this process as we use what we learn to help us improve our recycling, repurposing, and reuse strategies, build these and the other 5 sustainable village models, and grow to a community of hundreds.
FREQUENTLY ANSWERED QUESTIONS
What does the current marketplace look like for recycling and waste-to-energy?
In many developed countries there is a strong focus on recycling, with cities and governments implementing programs to reduce waste and increase recycling rates. The recycling market is becoming more efficient, with advanced technologies and processes improving the quality of recycled materials and making it easier to recycle a more comprehensive range of wastes.
WTE is becoming increasingly popular as a solution for waste management, especially in countries where there is limited space for landfills and a growing need for renewable energy sources. A growing number of WTE facilities are being built around the world and technology is becoming more advanced and efficient.
What is the market trend for waste-to-energy technology?
There is a growing interest in circular economy principles, which prioritize waste reduction, reuse, and recycling. This is driving investment in technologies that help recover valuable materials from waste and reduce the need for extracting more raw materials. There is also a growing trend towards integrating waste management systems with energy systems, such as using WTE to produce energy and using the energy produced to power waste management facilities.
What are some challenges for recycling and waste-to-energy?
Despite the growth in recycling and WTE, there are still many challenges in the marketplace. For example, there can be difficulties in obtaining the necessary permits and approvals to build WTE facilities, and there can be resistance from communities who are concerned about the potential environmental and health impacts. In addition, recycling markets can be subject to fluctuations in commodity prices, making it difficult for recyclers to secure consistent demand for their products.
![]()

